Electrolytic and chemical plating Surface Treatments
Hurksestraat 32 ,5652 AL Eindhoven
Event informatie
This presentation will explain the different kinds of electrolytic and chemical plating which are performed by Aalberts Surface Treatment Hurksestraat in Eindhoven.
Our first knowledge sharing event went well, Matty Wijnen as an experienced Surface Treatment technician told a lot of substantive information. Information needed to make a good choice. Really necessary given the many choices and their applications.
Enough to realize that choosing or preparing for outsourcing requires the right care.
We would like to thank Matty Wijnen of Aalberts Surface Technologies for this knowledge transfer.

Programma
- 15.00 - 15.15 Introduction and interview
- 15.15 - 16.40 Presentation surface treatments
- 16.40 - 17.00 Questions and answers
Onze sprekers

Mat Josquin
MikrocentrumEvent Moderator: Since 16 years working for Mikrocentrum in different disciplines building bridges between people working in the technical manufacturing industry. The understanding of what is going on in the industry is based upon activities in the field of CAD/CAM/CAE since the early eighties, being involved with the introduction of 3D printing in Europe, and project management of innovative developments in the field of VR, AR and computer animation.

Matty Wijnen
Aalberts surface treatmentMy name is Matty Wijnen, I am 65 years old, and I am working almost 43 years for Aalberts Surface Technology at the site in Eindhoven. For the last 12 I am working as technology manager which means I am responsible for everything in the company what is related to the plating technology, the machinery and research and development. I am also the technical expert in electrolytic and electrochemical plating and not only for our company but also for all our sister companies in the Surface Technology group of Aalberts. My background is an extensive education in surface treatment and the study of materials on the HU, the university off applied science in Utrecht.


Downloads
Informatie PDF
Q&A
1) There is valuable information about the max. size of the workpiece in the presentation on sheet 6, but it is difficult to read?
This information can be found at information under the name "Process overview".
2) Does the designer need to think about mention pre-treatment?
No he doesn’t has to mention it, but has to know that it is a necessary part of the plating process and that it can be of influence on the design.
3) Does it matter how you suspend the part in the bath? Does orientation affect adherence or bubbling, etc.?
Yes, it will be addressed on sheet 49.
4) What are the materials, application areas and functions for Conversion Coatings? For instance could we apply anodizing on steel?
Is no part of this presentation. Not enough time for that. We should do this in a more detailed and extensive presentation. As agreed we focused only on the Aalberts Surface Treatment Coatings in Eindhoven.
5) Do coatings generally have more uniform layers than electroplating because of the dog-bone effect?
The chemical coatings and conversion coatings do and general the heat treatment coatings too. Lacquer coatings and polymer coatings not.
6) How is surface roughness defined? Is it identified by the workpiece surface roughness before plating? Or layer thickness / process has an influence as well? What are the requirements or common design rules related to that?
Roughness has to be defined before and after coating. We can determine then depending on the thickness and the type of process if it is possible to reach the roughness after plating.
7) Low coefficient of friction. Does the coefficient of friction change after rubbing occurs? Is this layer of NiP usually more wear-resistant than the bare material underneath?
The coefficient of friction stays the same as long as the coating lasts. Depends on the used material. Better when aluminum is used, less when hardened steel is used.
8) Can you actually specify layer thickness? How is this qualified at the supplier?
You have to specify this but there are ISO standards for each process, normally they are used for this purpose.
9) Which treatments is it easier to mask plating? Are there design rules/guidelines for this?
How lower the temperature of the process the easier it is to mask. The most imported thing is however the shape and the locations of the area’s which has to be masked.
10) Does minimum feature size / tight spaces affect the process? What is meant by small gaps.
I will explain during discussing the design rules.
11) Are sharp edges allowed? What is typical min. edge blend radius?
I will explain during discussing the design rules.
12) Are sharp edges allowed? What is typical min. edge blend radius?
Yes, but not when anodizing.
13) What are the common mistakes from designers that we can avoid during early design phase? What are the common problems, challenges and how to avoid them?
Not discussing this in an early phase with a plating company.
14) What is meant with nickel strike?
Nickel-strike is an electrolytic activation process which is used for getting good adhesive chemical and electrochemical coatings on stainless steel and other nickel and chrome containing alloys. Without this process you can’t get adhesion on these metals.
More on question14)
The process is done by applying a very thin nickel coating under a reducing environment on the stainless steel and other alloys parts.
15) Why Re-plating? Applications?
Re-plating is a process in which a coating is removed of a part and after that the coating is again plated on the part.
More on question15)
This is done for instance when : - The coating is rejected due to a plating failure - The part has to be machined partly due to dimension change and thus the coating has to be replaced - The wrong coating is on the part. - Repair of the part, etc. - Etcetera, etcetera
16) Do we have a table with max dimensions for the parts due to bath sizes?
Yes, is already in the possession of KSC, but can also be requested from Aalberts Surface Treatment Eindhoven.
17) I suppose these numbers of 1/3-2/3 are guide lines. Looks to me they are depending the kind of aluminum.
You are right.
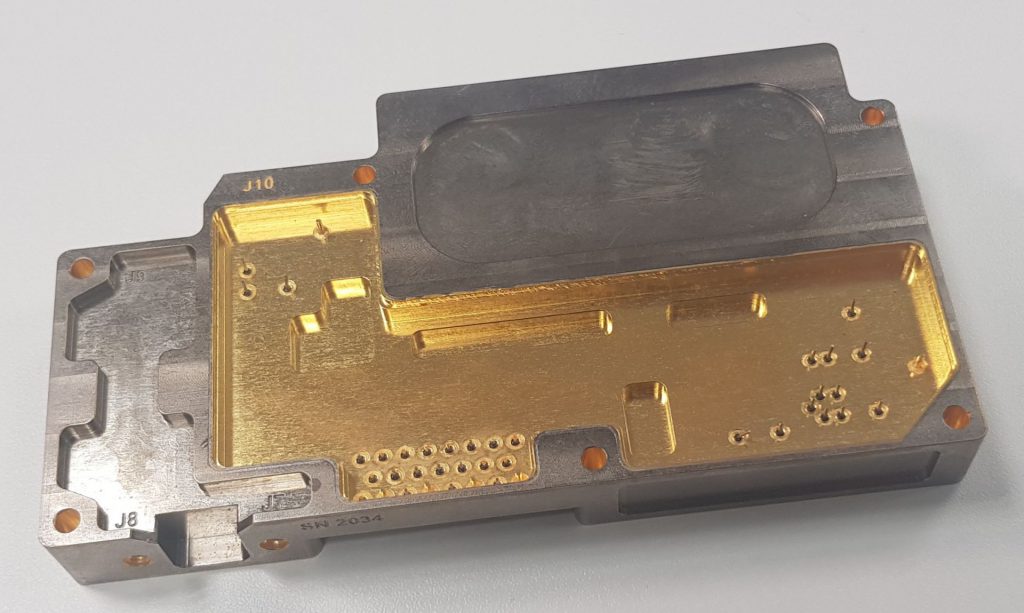
18) Is it possible to find the type of coating just with visual inspection?
When you want to visual determine which coating is on a part you need some experience and it all depends on the type of coating. Coatings like Tin, Silver and nickel are easy recognizable but the difference between chemical nickel and electrolytic nickel is also for us almost not visible.
More on question18)
The same counts for the difference between gold and gold/cobalt and a lot of other alloy coatings. So in general, determining coatings by visual examination is not possible. You have to use XRF or X-Ray for that.
19) Can you repeat what is the cause of blackening of silver? How can we prevent this in industrial applications?
Silver plated layers are in principle good resistant against oxidizing and chemical attack. Sulfur however will attack silver and will lead to the forming of silver sulfides on the surface of the plated parts.
More on question19)
This silver sulfide changes the white appearance of the silver into a yellow or even black color. The sulfides which create this silver sulfide layer are already present in the atmosphere. SO2 , H2S and CS2 are gases which are very normal in an industrial atmosphere so this will always occur.
More on question19)
The silver sulfide layer is a very thin layer. The thickness of this layer varies from about 30 nanometer until 150 nanometer and is very soft. It doesn’t influences the good properties of the plated silver metal but it will slightly effects the contact resistance.
More on question19)
Due to the fact that the silver sulfide layer is a soft it is easily penetrated and destroyed by pressure so current flow will always be assured. Fully prevention of the forming off this silver sulfide layer is, except with transparent lacquer, varnish or transparent metallic layers, not possible.
More on question19)
Protective layers just like passivation solutions for silver postpone this process for a while but will never completely prevent it.
Interviews & foto galerij




















Contact
If you have any more substantive questions about this technique, you can of course ask us, we will be happy to put you in touch with the relevant technician.
Beschikbare locaties
- - Online
Beschikbare plaatsen: 20
"*" geeft vereiste velden aan
Connecting all facets in the right way is the reason for this knowledge transfer. The purpose of this is to become stronger as an industry.
Organizations share their general knowledge and the KSC realizes the connections. Of course everything is recorded so that retrieval is possible.
Bezoek ook onze andere websites
The KSC is the connector between companies from the design and manufacturing industry, which bundles knowledge in an accessible way to achieve joint growth and collaborations.
Bezoek de websiteSharing knowledge to promote joint growth and collaboration.
Bezoek de websiteSuccess stories are educational and encourage collaboration.
Bezoek de website